The European Directive 2014/68/UE PED defines the Essential Safety Requirements that pressure equipment shall satisfy to be CE-marked. Studio Scano recently produced all the technical documentation for an Inconel 625 super-alloy carbonization reactor operating at 150 barg of pressure at 700 °C in the creep-fatigue range.
The study of the material behavior at high temperature, mandatory during the PED risk assessment, shed light on the well-documented embrittlement of Inconel 625 between 600 and 800 °C. This is due to intermetallic phase precipitation within the material lattice and to carbide segregation at the grain boundaries and could potentially jeopardize the reactor safe operation. Consequently, the integrated design of a metallic protection case was carried out through advanced, explicit-dynamics FEA, ensuring the global compliance with PED ESR.
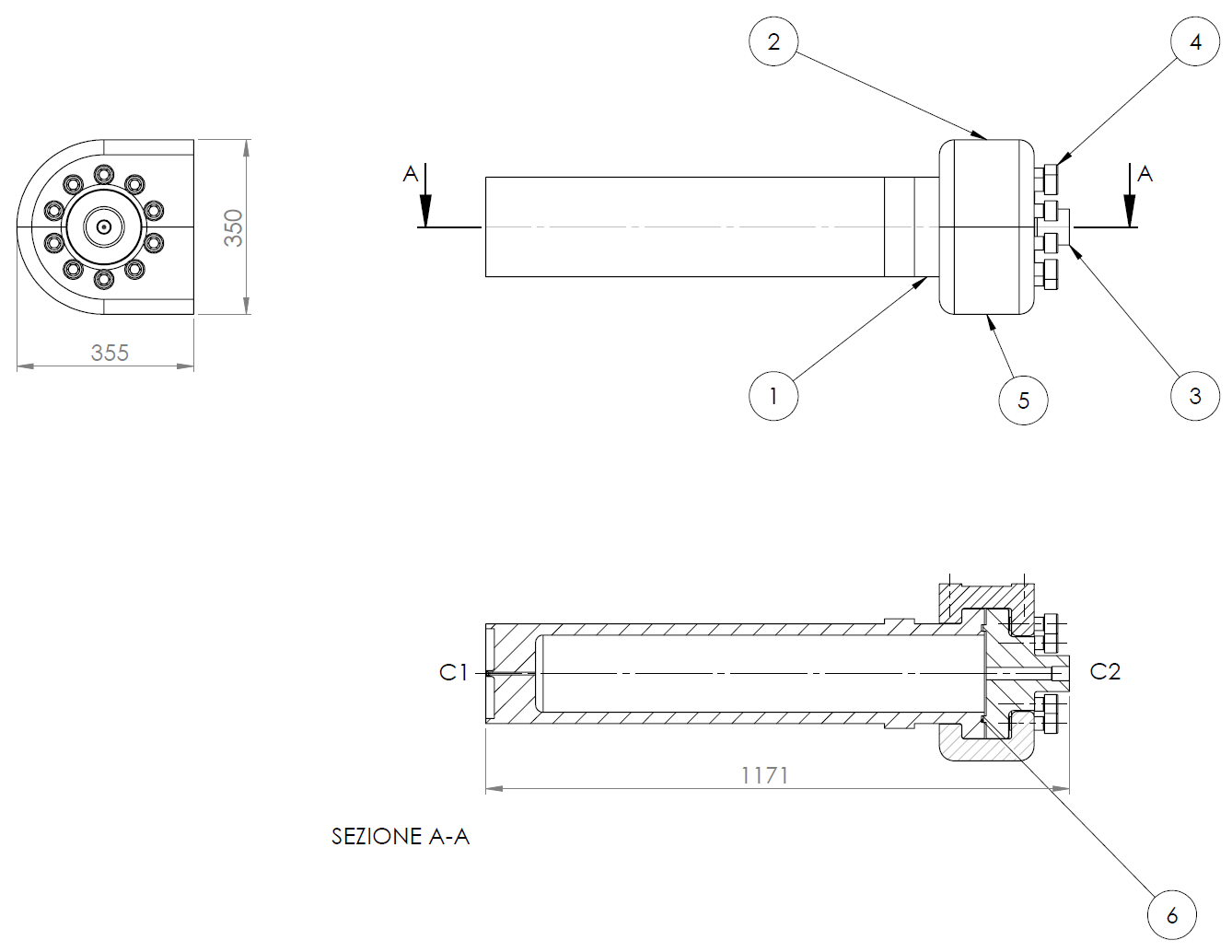
The reactor is made of a vertical cylinder manufactured from bar with upper flanges and a lower flat head (1). The cylinder is accessed via a top lid also manufactured from bar (3) and connected through carbon-steel C-clamps (2, 5) with bolts (4) forcing the seating of the graphite gasket (6).

The PED Directive defines the Essential Safety Requirements in terms of design and User protection against all the foreseeable damage mechanisms. The ensuing residual risks can be tackled with the installation of passive protection barriers..
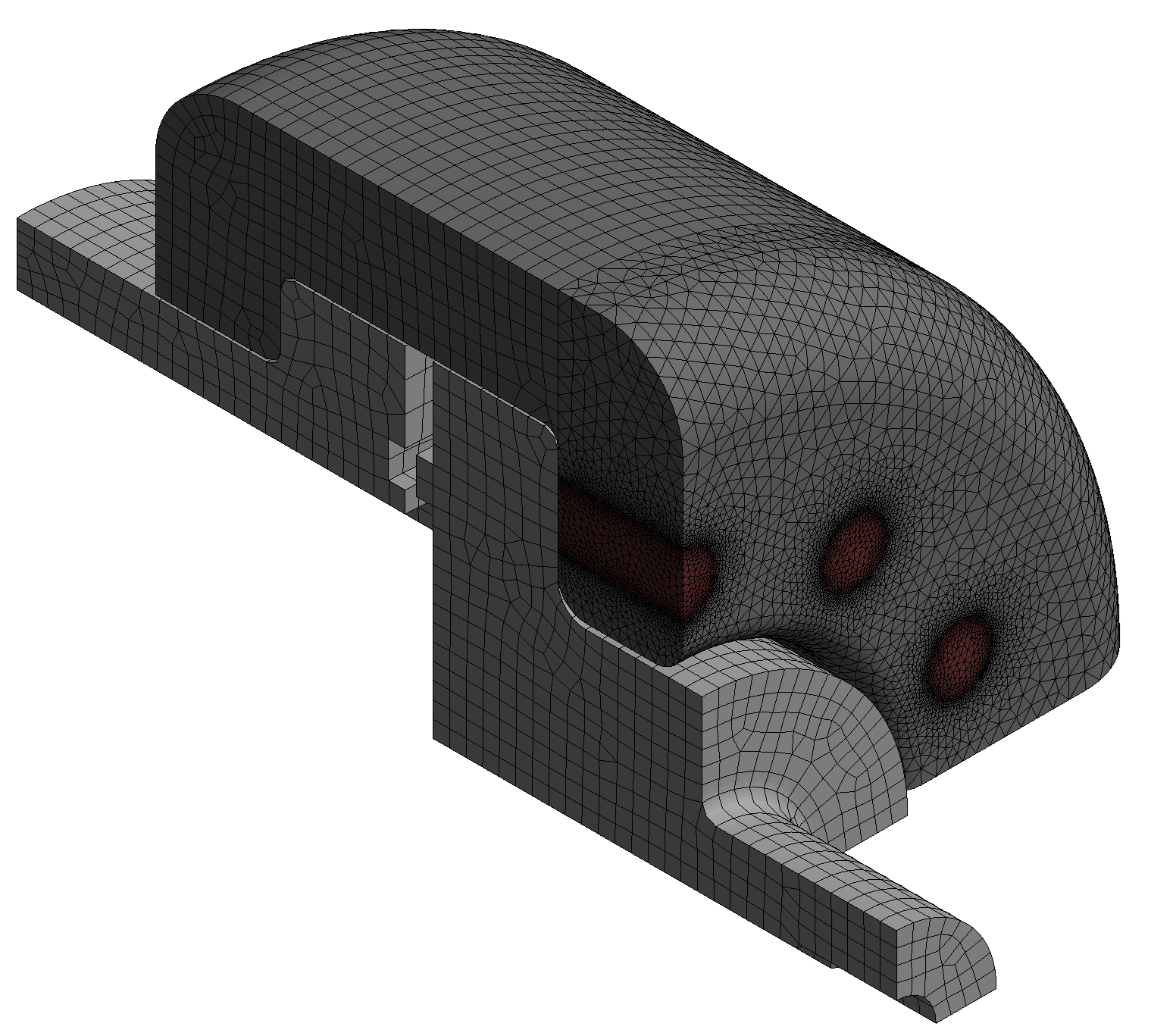
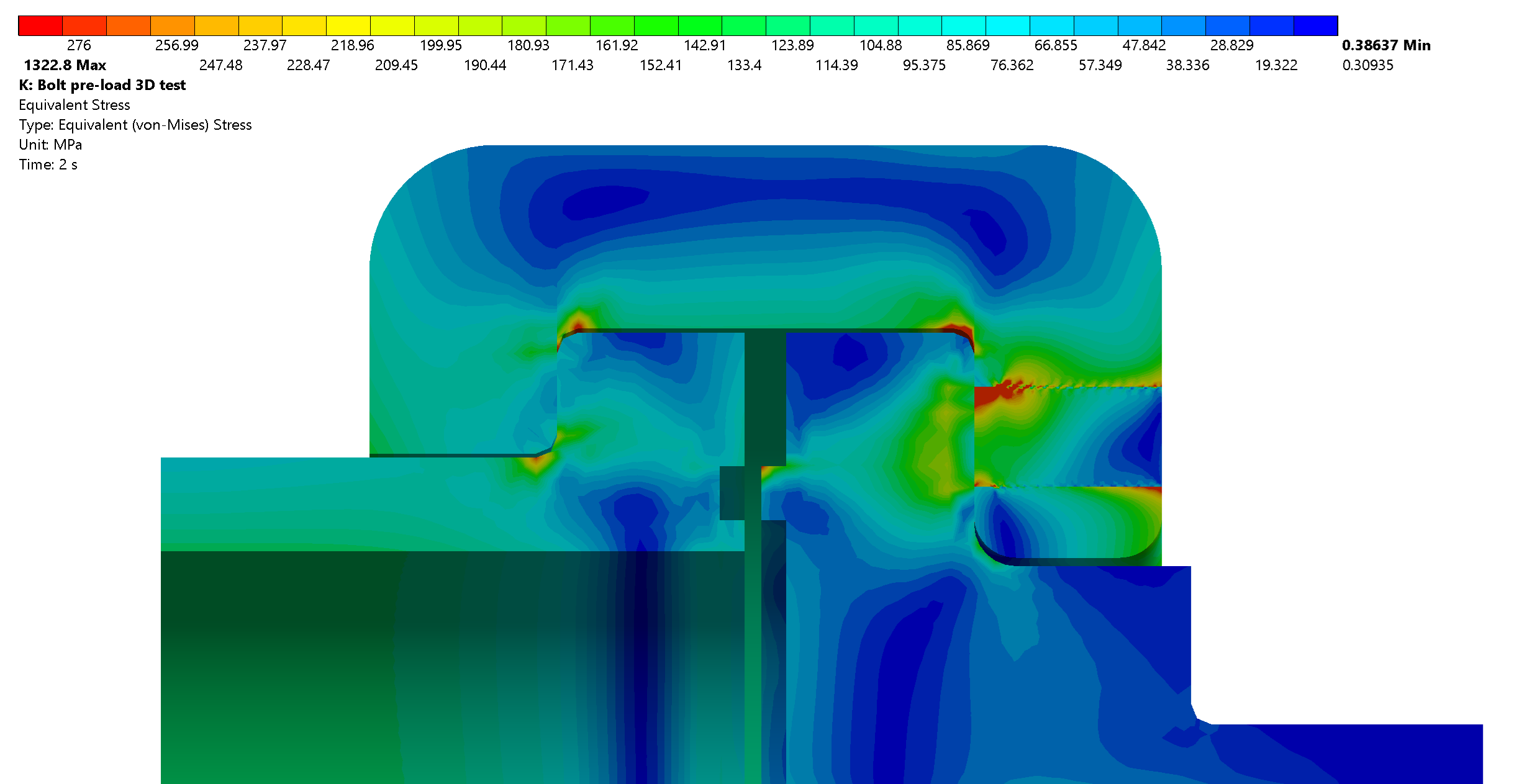
Studio ScanoReactor design was carried out according to EN 13445-3 and API 579-1 (creep and fatigue) via Design-by-Analysis. Protection against plastic collapse, ratcheting and local failure (stress triaxiality) was checked via linear-elastic stress analysis with stress linearization and classification. Two FE models were setup: an axisymmetric one for global assessment and a detailed solid sub-model for the bolted-connection evaluation.

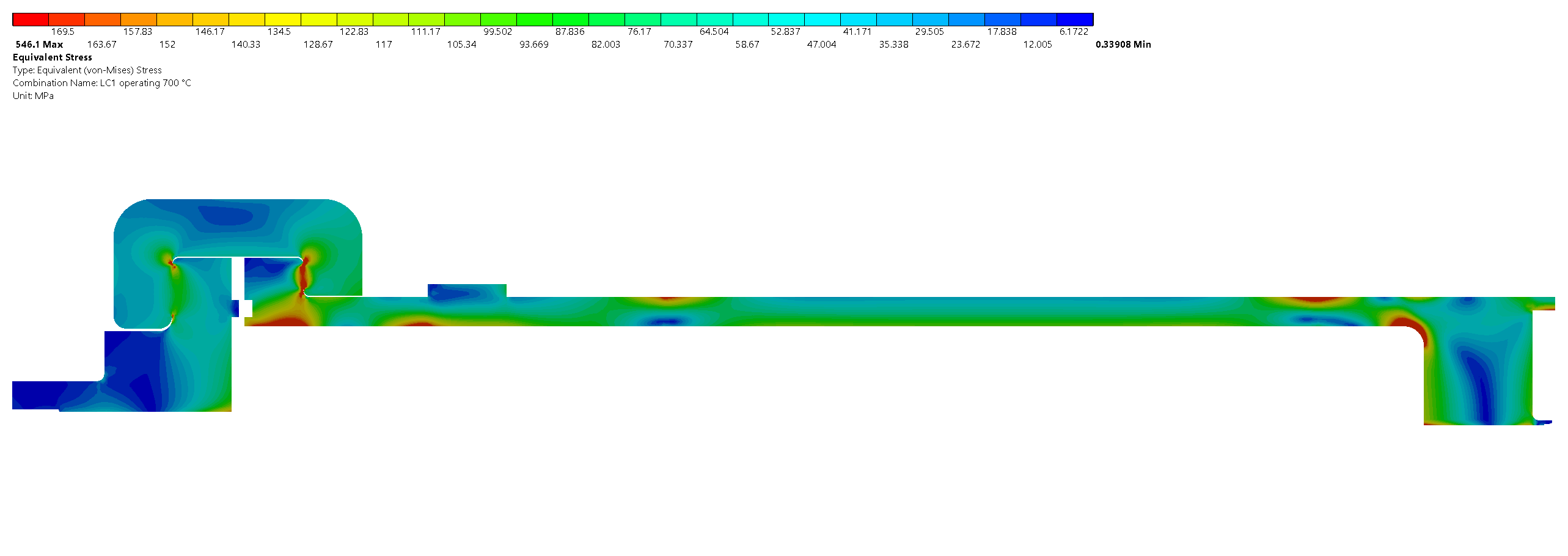
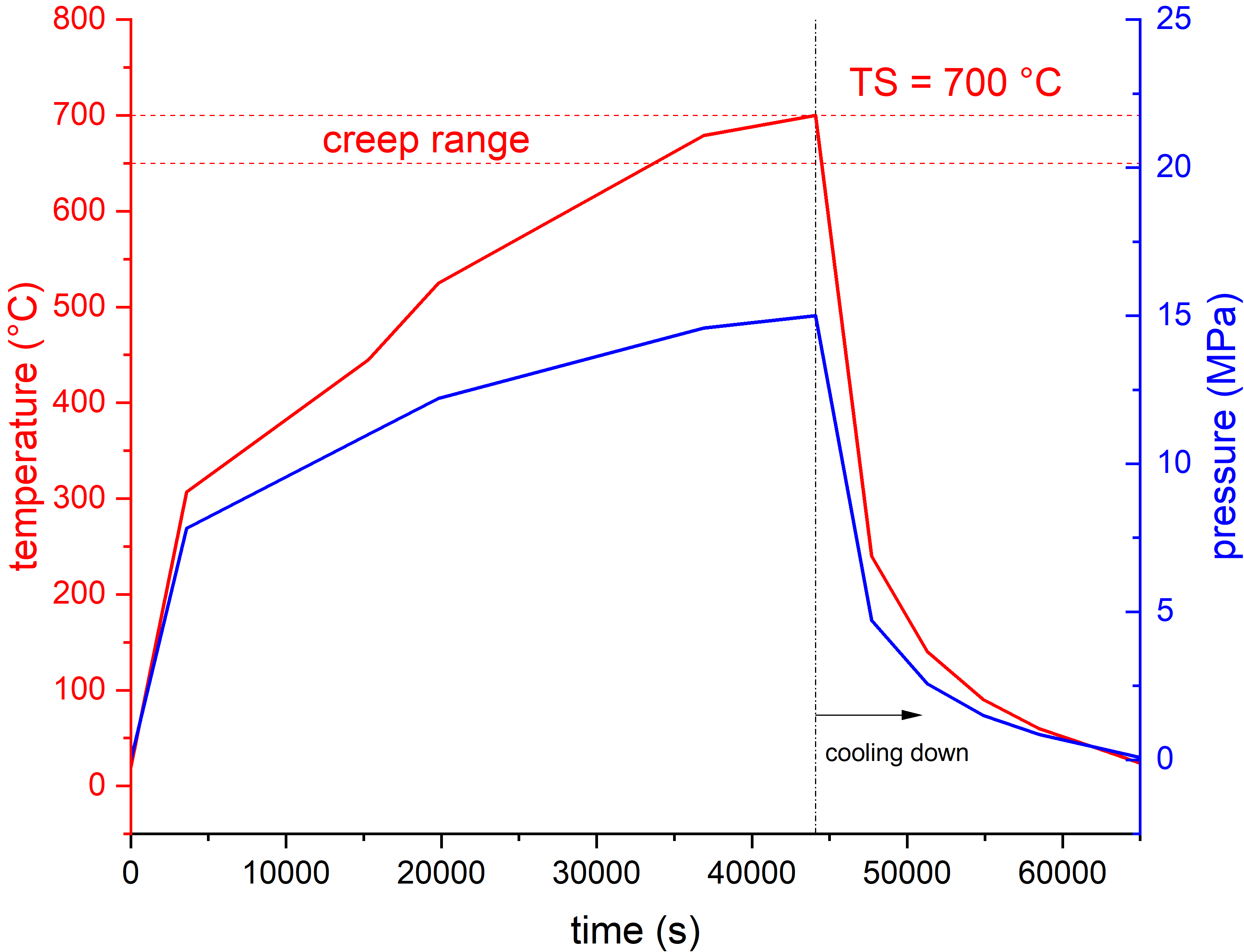
The reactor is heated up to the design temperature of 700 °C through electric resistances on its outer cylindrical surface. The temperature field is therefore dependent on time and geometry and was calculated via thermal-transient FEA. The thermal stresses were consequently determined for every pressure component, including the bolt threads on the cover.
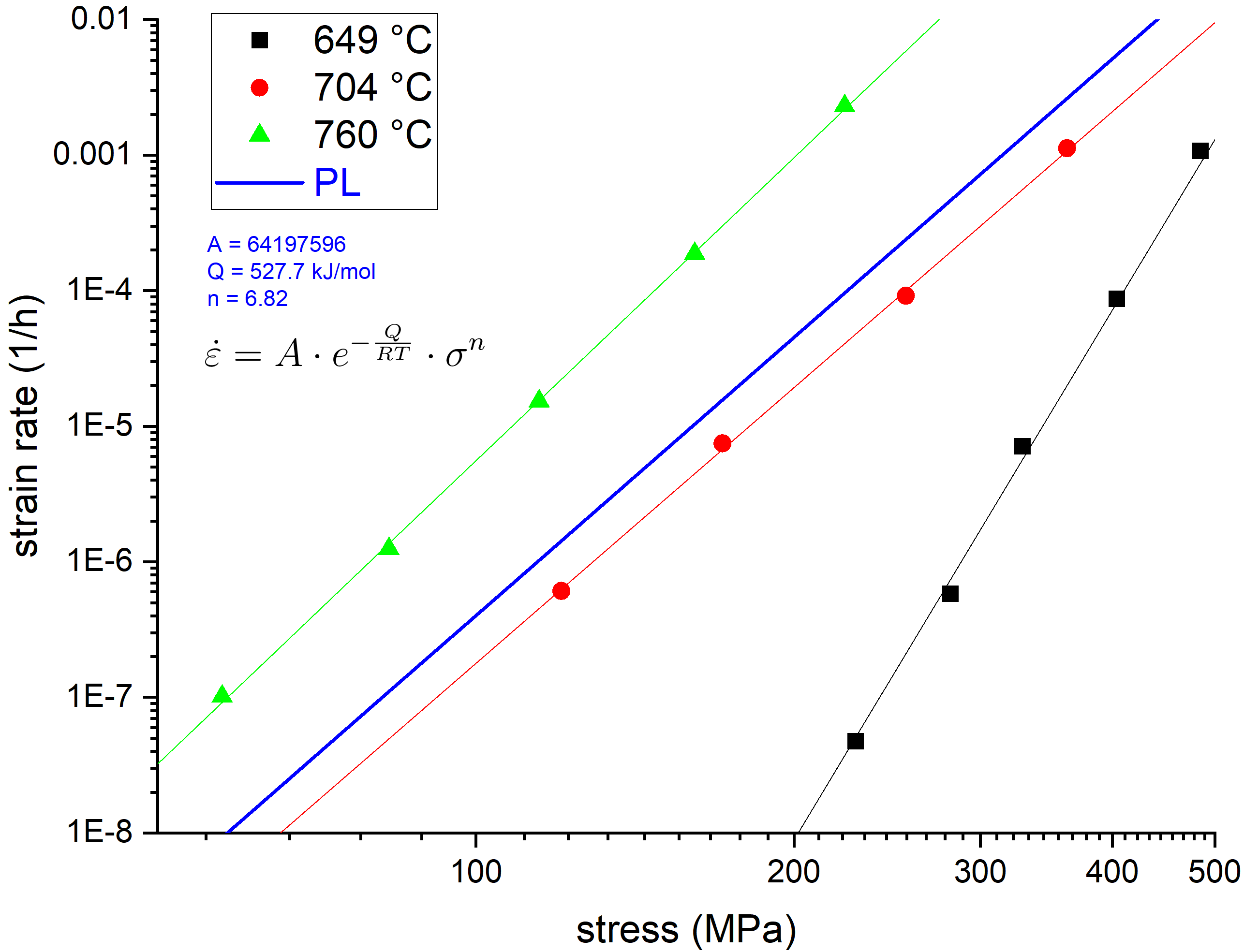
Pressure and temperature increase up to the design values at every work cycle and the reactor cools down at room temperature afterwards. The complete cycle takes 18 hours to complete, with only 3 hours in the creep range. As a consequence, an inelastic-FEA creep analysis was performed, simulating 5000 load-unload cycles in order to catch the actual creep behavior without excessively conservative assumptions. This approach could lead to a correct evaluation of the inelastic strain accumulation due to ratcheting and creep and of the creep damage according to API 579-1 Part 10 Level 3. The material was completely characterized in terms of creep-strain (Norton’s power-law) and time-to-rupture (Larson-Miller Parameter) for the purpose of the creep analysis.
Fatigue damage was also calculated according to API 579-1 Part 14 Level 2 and was found to be above the endurance threshold of Inconel 625 only for the upper flanges, not in the creep regime. The combined creep-fatigue damage was finally checked based on Figure 10.35 of API 579-1.
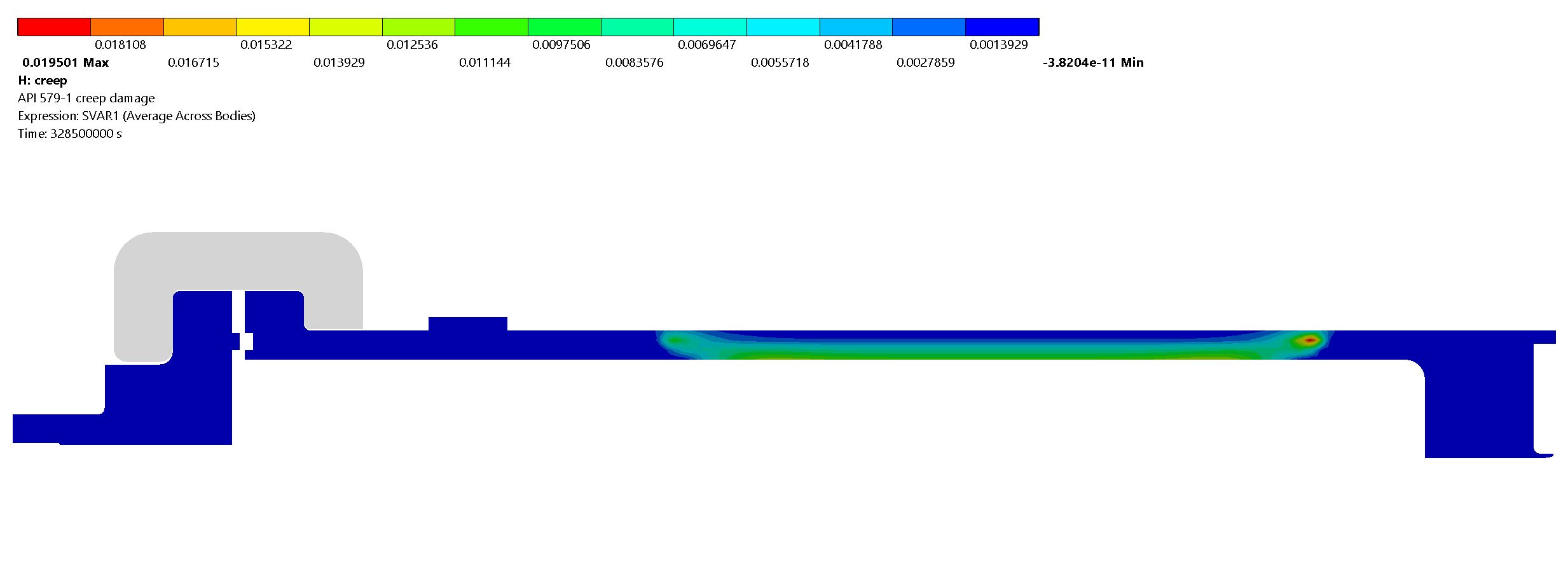
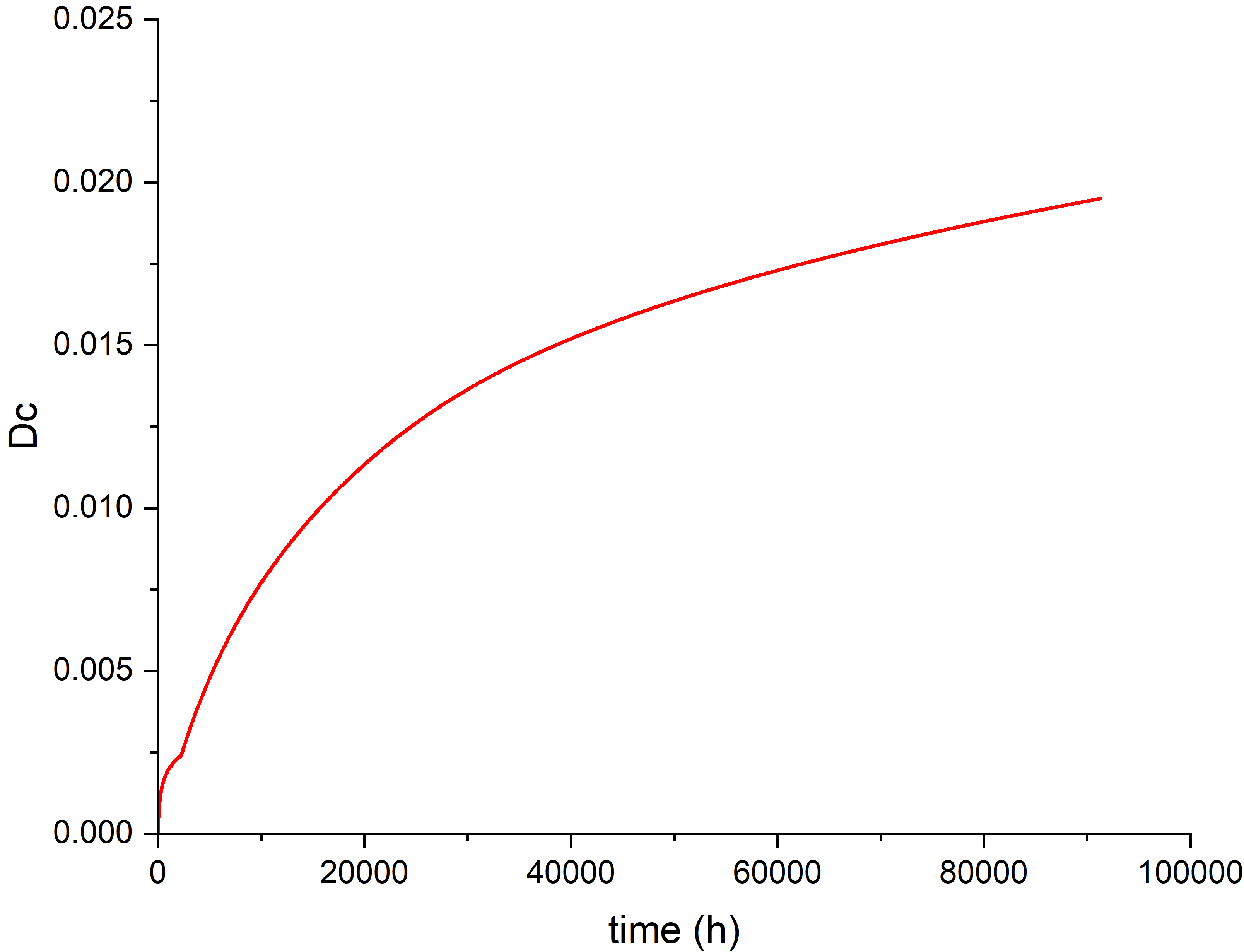
The creep inelastic FEA, including 5000 complete work cycles, could thoroughly assess the creep strain-accumulation and damage.
Studio ScanoAccording to PED-ESR, the structural analysis did not stop to pressure members but included also the reactor protection system, being the high-temperature embrittlement a potential resdiual risk.
The containment design was carried out through explicit-dynamics FEA, evaluating the blast load and the impact of high-speed fragments (reactor head).
This analysis could optimize the structure weight and dimensions for the sake of optimal load-unload operations. This would have been impossible through standard mechanical design techniques.

